项目 | 详情 |
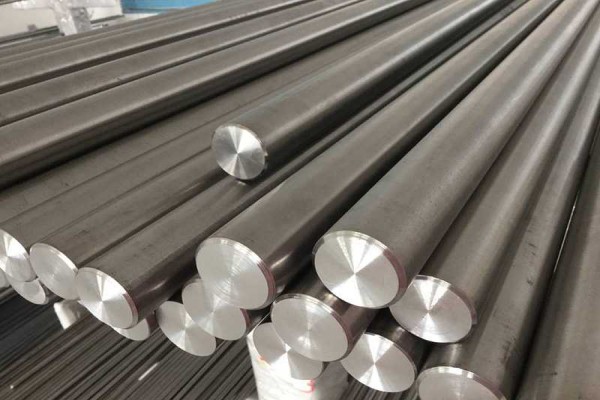
类别 | α+β 型钛合金 |
主要成分 | 钛(Ti)余量;铝(Al)5.5 - 7.0%;锰(Mn)0.8 - 2.0%;铬(Cr)0.8 - 2.0%;锆(Zr)4.0 - 6.0%;硼(B)微量 |
物理性能 | 密度约 4.55g/cm³,熔点 1660 - 1670°C,导热系数约 7W/(m・K),弹性模量约 110GPa |
机械性能 | 热处理后,抗拉强度≥1100MPa,屈服强度≥1000MPa,延伸率≥10%,断面收缩率≥25%,硬度 HRC 30 - 40 |
加工性能 | 切削加工:因硬度和耐磨性较高,需使用硬质合金刀具或 PCD 刀具,在低速、高冷却条件下切削。焊接:焊接性一般,建议采用惰性气体保护焊接,以确保焊接质量。 |
性能优势 | 高比强度和比硬度,在保证强度的同时减轻结构重量;具有优异的耐热性能,可在 450°C 下稳定工作;耐腐蚀性良好,尤其适用于航空航天等特殊环境;具备良好的加工性能,可通过多种加工工艺制成所需形状 |
应用领域 | 航空航天:制造飞机部件,如机身结构件、发动机零部件、涡轮机叶片等;化工设备:用于制作耐腐蚀管道和容器;其他领域:应用于高性能运动器材和汽车部件的制造。 |
热处理 | 退火处理:温度 750 - 800°C,空气冷却或炉冷,消除应力,改善组织性能。固溶 + 时效处理:固溶温度 950 - 980°C ,时效温度 480 - 550°C,时效时间 4 - 8 小时,提高合金强度和硬度 。 |